中江机电科技江苏有限公司
苏迈特智能科技江苏有限公司
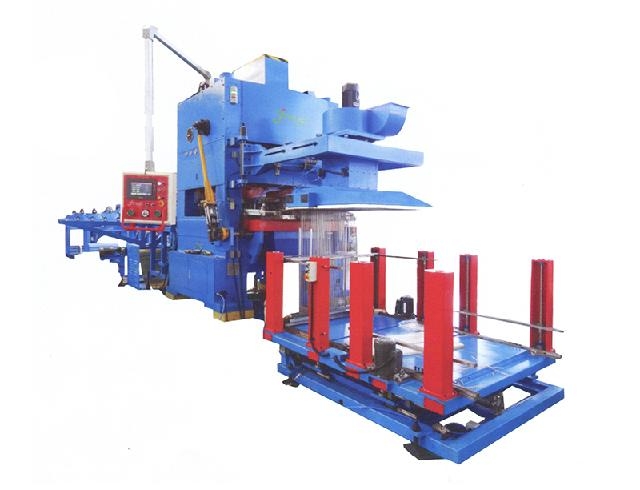
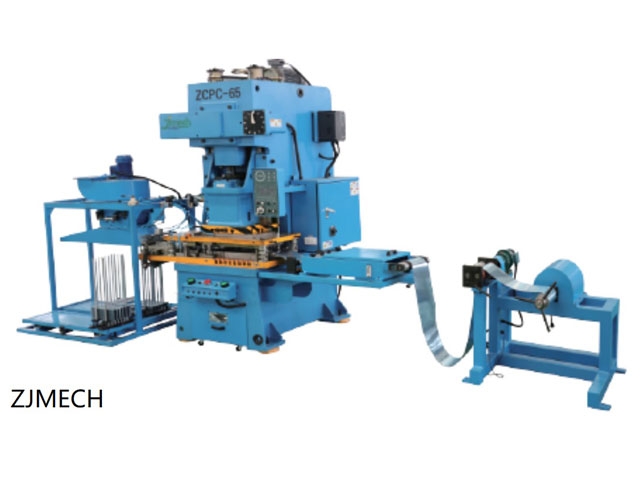
公司主营产品:开式、闭式高速翅片冲压生产线,盘管校直切割机等
服务咨询热线
151-5131-3887
183-2132-3903
中江机电科技江苏有限公司
苏迈特智能科技江苏有限公司
公司主营产品:开式、闭式高速翅片冲压生产线,盘管校直切割机等
服务咨询热线
151-5131-3887
183-2132-3903

电 话:0513-88320190
手 机:15151313887
邮 箱:sale@zjmech-china.com
地 址:江苏省南通市海安国家级开发区
网 址:www.zjmec.com

本设备用户盘管管端的全自动烧焊、密封;
采用不锈钢板下装双排滚子链形式的输送带,变频调速,行走平稳,调速方便;
助焊气体由氮气带出,进行保护,燃烧结束用氮气吹净,防止堵塞;
焊接区铜管、铝泊用压缩空气冷却。滑行护栏、焊枪用水冷却;
多排烧焊枪可整体电动升降,又可分别用手轮作上、下,前、后和角度调整;
在燃气和助燃气入口设有欠压保护。氮气、冷却水入口设有欠压指示;
火焰自动点火;
燃烧焊嘴配置:四排(左右各二排)二个混合器,二排预热,二排焊接(有助焊剂保护)。
| 项目 | 规格 | |||
| 标准型 | 加高I型 | 加高Ⅱ型 | 特高型 | |
| 工件高度mm | 200-1200 | 300-1600 | 300-2000 | 600-2500 |
| 工件排数 | 1-4 | |||
| 燃烧气体 | 助燃气为氧气或压缩空气,燃气为液化石油气或天然气 | |||
| 输送带长度mm | 标准型8400,其余可定制 | |||
| 输送带高度mm | 600 | 400 | ||
| 工作效率S mm/min | 600-6000变频调速 | |||
| 系统压力MPa | 液化气或天然气 | 瓶装0.15-0.25,管道≥0.08 | ||
| 氧气 | 0.4-1 | |||
| 压缩空气 | 0.5-1 | |||
| 氮气 | 0.4-0.6 | |||
| 自来水 | 0.3-0.4 | |||
| 总功率KW | 1.3(金属转子流量计机型) | 1.6(质量流控制器机型) | ||
| 电源 | AC380V,50HZ,3 相 5 线制 | |||