中江机电科技江苏有限公司
苏迈特智能科技江苏有限公司
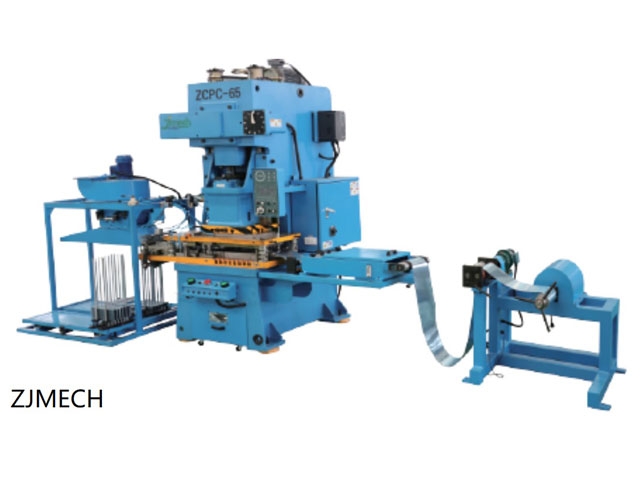
公司主营产品:开式、闭式高速翅片冲压生产线,盘管校直切割机等
服务咨询热线
151-5131-3887
183-2132-3903
中江机电科技江苏有限公司
苏迈特智能科技江苏有限公司
公司主营产品:开式、闭式高速翅片冲压生产线,盘管校直切割机等
服务咨询热线
151-5131-3887
183-2132-3903

电 话:0513-88320190
手 机:15151313887
邮 箱:sale@zjmech-china.com
地 址:江苏省南通市海安国家级开发区
网 址:www.zjmec.com
高速冲床容易坏吗:南通翅片冲床公司的答案是不会。高速冲床常规使用年限:10年甚至更久。正常操作使用,可保高速冲床良好有效的使用年限,如超负荷运行,或者不正当操作,冲压厚板材料时,会降低高速冲床的使用年限。
●一般来说,一台配置完善,合格出厂的高速冲床,是不容易坏的,因为机器机身,各类配件都得到了有效的保障,高速冲床厂家在机器出厂时,都会进行合格的检验, 试机等操作,确保客户在使用过程中无虞。从购买高速冲床后,虽然机器有十年以上的使用年限,但是为了机器的安全着想,在使用8-10后,客户可要求厂家进行一次较大的整修,更换使用较久的配件,

●高速冲床日常故障原因排除方法:
故障名称 | 故障原因 | 排除方法 |
模高无法调整 | 1、滑块锁固泵浦没有卸压(看锁固泵浦压力表是否为0)。 | 1、检查滑块锁固泵浦,泄压阀是否卸压(检查卸压发线圈有无通电) |
2、调整部件损坏。 | 2、通知本公司人员检修。 | |
3、模高是否调整过高或过低。 | ||
滑块锁固泵浦 | 1、油管内有空气。 | 1、排泵浦空气(将泵浦排气阀放松,待流出的液压油无白色泡沫时再锁紧即可)。 |
2、油管爆裂及接头漏油。 | 2、更换油管锁紧接头。 | |
3、油量未在油位计指示范围。 | 3、检查邮箱是否有油。 | |
4、钢管内油封损坏。 | 4、维修或更换。 | |
5、泵浦故障。 | 5、维修或通知本公司人员。 | |
滑块锁固泵浦不动作 | 空气源水分杂物过多,导致泵浦卡死。 | 1、储气筒常排水(一天两次) |
2、检修清洗泵浦。 | ||
3、安装空气干燥机和滤清器。 | ||
送料机送料不准 | 参考送料机说明书。 | 1、参考送料机说明书。 |
2、通知本公司人员检修。 | ||
机台漏油 | 机台前脚过低导致机台漏油 | 过当加高前脚,密封处理。 |
移位或密封不良。 | ||
气压异常 | 1、空气压力不足,低于设定值。 | 1、检查空气源。 |
2、空气又杂物。 | 2、压缩空气排水、检修管路系统。 | |
3、压力开关损坏。 | 3、更换压力开关。 | |
4、三点组合故障。 | 4、检修三点组合或更换。 | |
润滑异常 | 1、检查三相电源是否异常,有无缺相或欠压等情况。 | 1、通入正常三相电源。 |
2、马达是否反转。 | 2、调换三相电源中任意两项顺序。 | |
3、油位是否正常。 | 3、确认油位至正常位置。 | |
4、泵浦故障。 | 4、维修泵浦。 | |
5、油路堵塞。 | 5、清洗每个回圈,如过滤器等出油处。 | |
6、油路压力开关故障。 | 6、检修压力开关。 | |
运转有异音 | 1、刹车板间隙是否在为1.5~3.0mm。 | 1、重新调整刹车板间隙。 |
2、飞轮轴承或马达轴承损坏。 | 2.、通知本公司人员。 | |
3、滑动部份异常。 | 3、滑动部份是否有润滑或零件损坏。 | |
卡模 | 1、模高调整过低或过高。 | 1a、放松锥度销螺母,退松锥度销,冲床启动打至上死点,再把锥度销旋紧。 |
2、卡料。 | 1b、把模高调整或降低。 | |
3、离合器故障或离合来令片磨损。 | 2a、采用1a。 | |
4、送料机未接误送线导致迭料。 | 2b、把料清除。 | |
5、气压低。 | 3、通知本公司人员检修。 | |
4a、调整送料机送料长度,接误送线。 | ||
4b、让飞轮反转,打寸动,让模具上下模分开。 | ||
5、检修空压机调整气压。 | ||
打开锁匙开关 | 1、无电源。 | 1、通入电源。 |
2、保险管损坏。 | 2、更换保险管。 | |
3、插接线松动。 | 3、重新插紧插接线。 | |
4、电源开关接触不良。 | 4、检修钥匙开关。 | |
马达不能启动 | 1、未插入调模棒。 | 1、插入调模棒。 |
2、交流接触器接触不良或故障。 | 2、清理交流接触器触点或更换。 | |
3、微动开关损坏。 | 3、更换微动开关。 | |
4、电源缺相。 | 4、检查三相电源。 | |
5、变频器参数异常。 | 5、重新调整变频器参数。 | |
6、启动按钮开关损坏。 | 6、更换启动按钮开关。 | |
7、停止按钮开关损坏。 | 7、更换停止按钮开关。 | |
滑块不能动 | 1、无气源,面板显示气压异常。 | 1、通入气源达到所需要的气压值根据故障代码找出故障原因。 |
2、无润滑油压,面板显示油压异常。 | 2、启动马达调整压力到所需要的油压值为4Kg左右。 | |
3、启动开关接触不好,面板显示异常充值。 | 3、按重置按钮开关后重新按下启动开关按钮。 | |
4、启动开关损坏。 | 4、更换启动开关。 | |
5、面板显示编码器异常。 | 5、检修编码器。 | |
6、面板参数设定有误。 | 6、重新设定。 | |
7、面板显示急停、误送故障。 | 7、检查急停、误送线路。 | |
8、面板显示马达未启动。 | 8、重新启动马达。 | |
9、离剎电磁阀损坏。 | 9、修理或更换离剎电磁阀。 | |
10、面板显示回路异常。 | 10、检查电路。 | |
11、电器回路异常。 | 11、检查线路是否脱落或接线端子松动。 | |
上死点故障 | 12、保险丝烧掉。 | 12、更换保险丝(更换前清先确认烧断原因并排除故障)。 |
13、计数器已到设定值。 | 13、计数器复归。 | |
14、马达不转面板没有出异常现象。 | 14、需把电源关掉待变频器显示灯西面后打开电源再启动马达。 | |
15、上死点停止开关故障。 | 15、检修更换上死点停止开关 | |
速度不稳 | 1、电位器损坏(可变电阻损坏)。 | 1、更换电位器。 |
2、编码器固定螺丝松动。 | 2、重新紧固编码器固定螺丝。 | |
3、变频器参数出现变动。 | 3、重新检查变频器参数并改正。 | |
速度不能调整 | 1、电位器损坏(可变电阻损坏)。 | 1、更换电位器。 |
2、本机设定。 | 2、采用1a和1b。 | |
3、变频器故障。 | 3、通知本公司人员检修。 | |
4、多段选择开关接点不良。 | 4、检查故障点。 | |
下死点不稳 | 1、油压锁固异常(锁固压力偏小) | 1、参考“锁固泵浦不断发出加压声”和“锁固泵浦不动作”的处理方法。 |
2、有压管路有空气。 | 2、排气(管路最上点)。 | |
3、计算机控制器故障。 | 3、重新设定正确的参数。 | |
误送检知异常 | 1、编码器紧固件松动。 | 1、编码器紧固。 |
2、编码器故障。 | 2、编码器维修或更新。 | |
3、面板下死点参数设定错误。 | 3、下死点参数重新设定。 |